The Single Strategy To Use For Additive Manufacturings
Wiki Article
Oem Things To Know Before You Get This
Table of ContentsThe 15-Second Trick For Additive ManufacturingManufacturing for Beginners10 Easy Facts About Lean Manufacturing DescribedThe Facts About Additive Manufacturing Uncovered
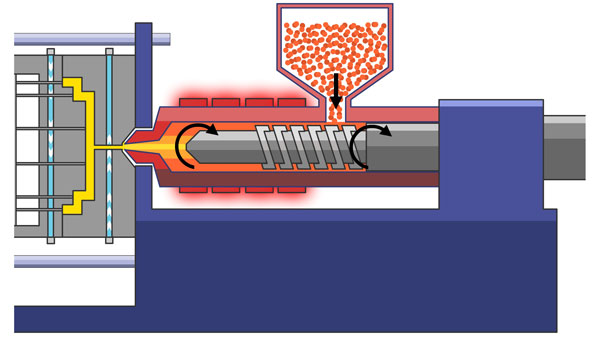
With injection moulding, pre-dried granular plastic is fed by a forced ram from a receptacle into a heated barrel. As the granules are slowly moved forward by a screw-type bettor, the plastic is pushed into a heated chamber, where it is melted. As the plunger developments, the melted plastic is forced through a nozzle that rests versus the mould, allowing it to go into the mould cavity via an entrance and runner system.Injection moulding cycle [edit] The sequence of occasions during the injection mould of a plastic component is called the shot moulding cycle. The cycle begins when the mould shuts, complied with by the shot of the polymer right into the mould cavity. When the tooth cavity is filled, a holding pressure is maintained to make up for product shrinkage.

When the cavity is 98% complete, the maker switches from velocity control to pressure control, where the tooth cavity is "loaded out" at a constant pressure, where adequate rate to reach preferred stress is required. This lets workers control part dimensions to within thousandths of an inch or better. Like all commercial procedures, shot molding can generate flawed parts, also in playthings.
The smart Trick of Mfg That Nobody is Discussing
Tests are usually done before complete production runs in an effort to anticipate problems as well as identify the proper requirements to make use of in the shot process.: 180 When filling a brand-new or strange mould for the very first time, where shot dimension for that mould is unknown, a technician/tool setter may execute a test run before a complete production run.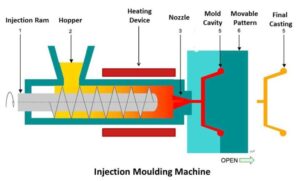
Holding pressure is raised until the parts are free of sinks as well as part weight has actually been achieved. Injection moulding is a complicated modern technology with possible manufacturing issues. They can be caused either by issues in the moulds, or much more typically by the moulding process itself.: 4785 Moulding issues Alternative name Summaries Creates Blister Blistering Elevated or split zone on surface of the component Tool or material is also hot, frequently caused by an absence of cooling down around the tool or a damaged heating unit.
Die Casting Things To Know Before You Get This
Installed particulates International fragment (scorched product or other) ingrained in the part Particles on the device see here surface, contaminated material or international debris in the barrel, or excessive shear heat burning the material before shot. Circulation lines Directionally "off tone" wavy lines or patterns Injection speeds as well slow-moving (the plastic has actually cooled off way too much throughout injection, shot speeds must be established as fast as is suitable for the process as well as material used).Filling also quickly, not enabling the sides of the part to establish. Additionally mould might be out of enrollment (when the 2 halves do not centre appropriately and also part walls are not the very same density). The provided information is the typical understanding, Improvement: The Lack of pack (not holding) pressure (pack stress is made use of to pack out despite the fact that is the part during the holding time).
To put it simply, as the component diminishes the resin divided from itself as there was not adequate resin in the cavity. The gap can take place at any type of area or the part is not restricted by the density however by the material flow and thermal conductivity, yet it is much more likely to happen at thicker locations like ribs or bosses.
Knit line/ Blend line/ Transfer line Discoloured line where 2 flow fronts meet Mould or material temperatures set also reduced (the product is chilly when they satisfy, so they do not bond). Time for transition in between shot as well as transfer (to packing and holding) is too early. Turning Altered component Air conditioning is also brief, product is too warm, absence of cooling down around the tool, wrong water temperatures (the components bow inwards towards the hot side of the tool) Uneven diminishing between areas of the part.
The Single Strategy To Use For Die Casting
125 inch wall surface density is +/- 0. 008 inch (0. 2 mm).: 446 Power demands [modify] The power required for this procedure of shot moulding depends upon numerous points and varies between materials used. Manufacturing Processes Reference Overview states that the power needs rely on "a product's particular gravity, melting factor, thermal conductivity, part size, and also molding price." Below is a table from page helpful site 243 of the very same recommendation as formerly discussed that best illustrates the attributes pertinent to the power needed for the most frequently made use of products.In enhancement to installing examination systems on automated gadgets, multiple-axis robotics can get rid of parts from the mould as well as position them for more processes. Details instances consist of removing of components from the mould immediately after the parts are created, as well as using machine vision systems. A robot grips the part after the ejector pins have actually been included release the component from the mould.
Why is shot molding maker manufacturing so effective? And how does it Recommended Reading work? To learn, let's dig into the subject and also address every one of the essential questions, including what it is, the process behind it, its main benefits, and also just how to select the right company. What is Injection Molding? is the procedure of making use of plastic to make a vast array of parts as well as things.
The injection molding maker uses tailor-made mold and mildews to load them out according to specifications, creating similar copies that can be customized in a range of ways. What's even more, injection molding is a very versatile procedure, allowing for a wide range of various materials and surfaces, that makes it a preferred choice in numerous industries with completely different goals and needs - manufacturing.
Report this wiki page